

Механикалык системаларыңыздын натыйжалуулугун жана узак мөөнөттүүлүгүн максималдуу түрдө жогорулатуу жөнүндө сөз болгондо, чынжырлуу жылдызчаларды тандоо абдан маанилүү. Келгиле, операцияларыңызды жаңы деңгээлге көтөрө турган материалдардын, өлчөмдөрдүн, конструкциялардын жана техникалык тейлөөнүн негизги аспектилерине тереңирээк токтололу.
Материалды тандооМеханикалык системаларыңызды оптималдаштырууга келгенде, чынжырлуу жылдызча материалдарды тандоо абдан маанилүү. Жылдызчаларыңыздын тиштери жетиштүү контакттык чарчоо күчүнө жана эскирүүгө туруктуулугуна ээ экенине ынангыңыз келет. Ошондуктан 45 болот сыяктуу жогорку сапаттагы көмүртек болоту көбүнчө эң жакшы тандоо болуп саналат. Мындай маанилүү колдонмолор үчүн, иштин натыйжалуулугун жогорулатуу үчүн 40Cr же 35SiMn сыяктуу легирленген болотторго өтүүнү карап көрүңүз.
Көпчүлүк жылдызча тиштери 40тан 60 HRCге чейинки беттик катуулукка жетүү үчүн жылуулук менен иштетилет, бул алардын иштөөнүн оор шарттарына туруштук бере аларын камсыздайт. Кичинекей жылдызчалар чоңураактарына караганда тез-тез тийип, чоңураак соккуларга дуушар болорун белгилей кетүү маанилүү. Ошондуктан, кичинекей жылдызчалар үчүн колдонулган материалдар чоңураактарына караганда жакшыраак болушу керек.
Соккуга туруштук бере турган жылдызчалар үчүн аз көмүртектүү болот эң сонун вариант болуп саналат. Башка жагынан алганда, куюлган болот эскирүүнү башынан өткөргөн, бирок катуу сокку термелүүсүнө дуушар болбогон жылдызчалар үчүн идеалдуу. Эгерде сиздин колдонууңуз жогорку бекемдикти жана эскирүүгө туруктуулукту талап кылса, анда легирленген болот эң жакшы вариант болуп саналат.
Чынжырлуу жылдызчаларыңыз үчүн туура материалдарды тандоо алардын узак кызмат кылуу мөөнөтүн узартып гана тим болбостон, механикалык системаларыңыздын жалпы натыйжалуулугун да жогорулатат. Сапатынан баш тартпаңыз — акылдуулук менен тандаңыз жана иштешиңиздин кандайча жакшырышын байкаңыз!
Негизги өлчөмдөр жана структуралык тандоолор
Оптималдуу иштөө үчүн жылдызчалардын негизги өлчөмдөрүн түшүнүү абдан маанилүү. Негизги өлчөмдөргө тиштердин саны, тегеректин диаметри, сырткы диаметри, тамырдын диаметри, тегеректин көп бурчтугунун үстүндөгү тиштин бийиктиги жана тиштин туурасы кирет. Тегиздик тегереги - бул чынжыр төөнөгүчтөрүнүн борбору жайгашкан тегерек, ал чынжырдын кадамына бирдей бөлүнөт.Төмөндө көрсөтүлгөндөй:
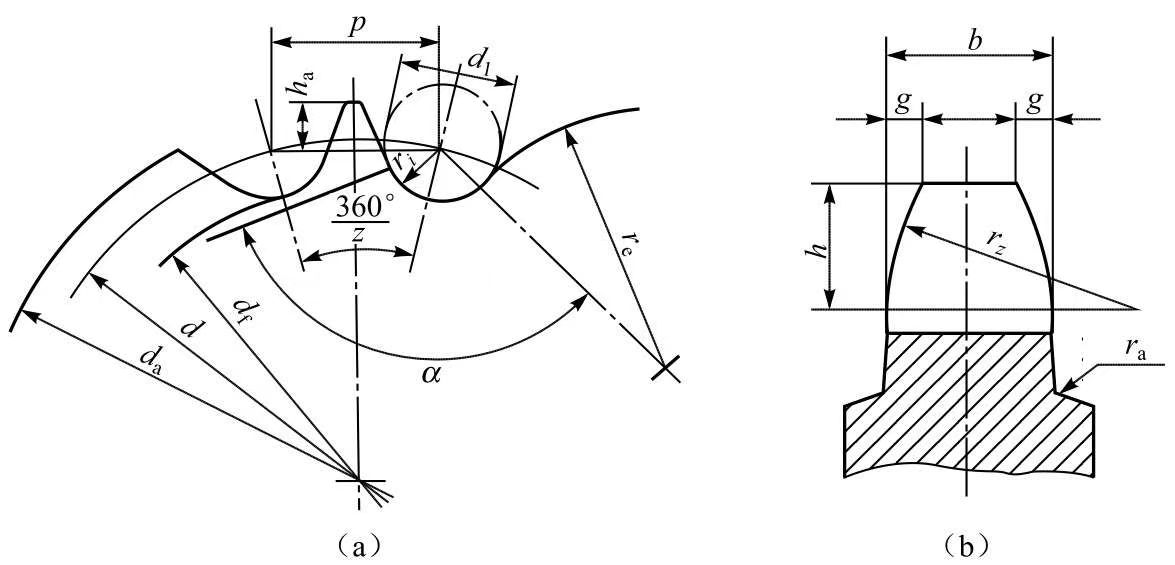
Дөңгөлөктүү дөңгөлөктөр ар кандай конструкциялык формаларда болот, анын ичинде катуу, тешилген, ширетилген жана чогултулган түрлөрү бар. Көлөмүнө жараша, сиз тиешелүү конструкцияны тандай аласыз: кичинекей диаметрдеги дөңгөлөктөр катуу болушу мүмкүн, орто диаметрдеги дөңгөлөктөр көбүнчө тешилген конструкцияны колдонушат, ал эми чоң диаметрдеги дөңгөлөктөр, адатта, тиштүү шакекче жана өзөк үчүн ар кандай материалдарды бириктирип, ширетүү же болттоо аркылуу туташтырышат. Конкреттүү мисалдар үчүн Goodwill's сайтына кириңиз.жылдызчакаталогдор.
Тиштин дизайны: Натыйжалуулуктун жүрөгү
Жылдыргычтын тиштеринин саны берүүлөрдүн жылмакайлыгына жана жалпы иштөө мөөнөтүнө олуттуу таасир этет. Тиштердин тийиштүү санын тандоо маанилүү — өтө көп да, аз да эмес. Тиштердин ашыкча саны чынжырдын иштөө мөөнөтүн кыскартышы мүмкүн, ал эми өтө аз саны тегиз эместикке жана динамикалык жүктөмдөрдүн көбөйүшүнө алып келиши мүмкүн. Бул көйгөйлөрдү азайтуу үчүн, кичинекей жылдызчалардагы тиштердин минималдуу санын чектөө сунушталат, адатта Zmin ≥ 9 деп белгиленет. Кичинекей жылдызчалардагы тиштердин санын (Z1) чынжырдын ылдамдыгына жараша тандап алууга болот, андан кийин чоң жылдызчадагы тиштердин санын (Z2) берүү катышын (Z2 = iZ) колдонуу менен аныктоого болот. Бир калыпта эскирүү үчүн, жылдызчанын тиштери, адатта, так сан болушу керек.

Оптималдуу чынжыр жетегинин жайгашуусу
Чынжырлуу жетектин жайгашуусу компоненттердин өздөрү сыяктуу эле маанилүү. Чынжырлуу жетектин жалпы жайгашуусу төмөндө көрсөтүлгөн.
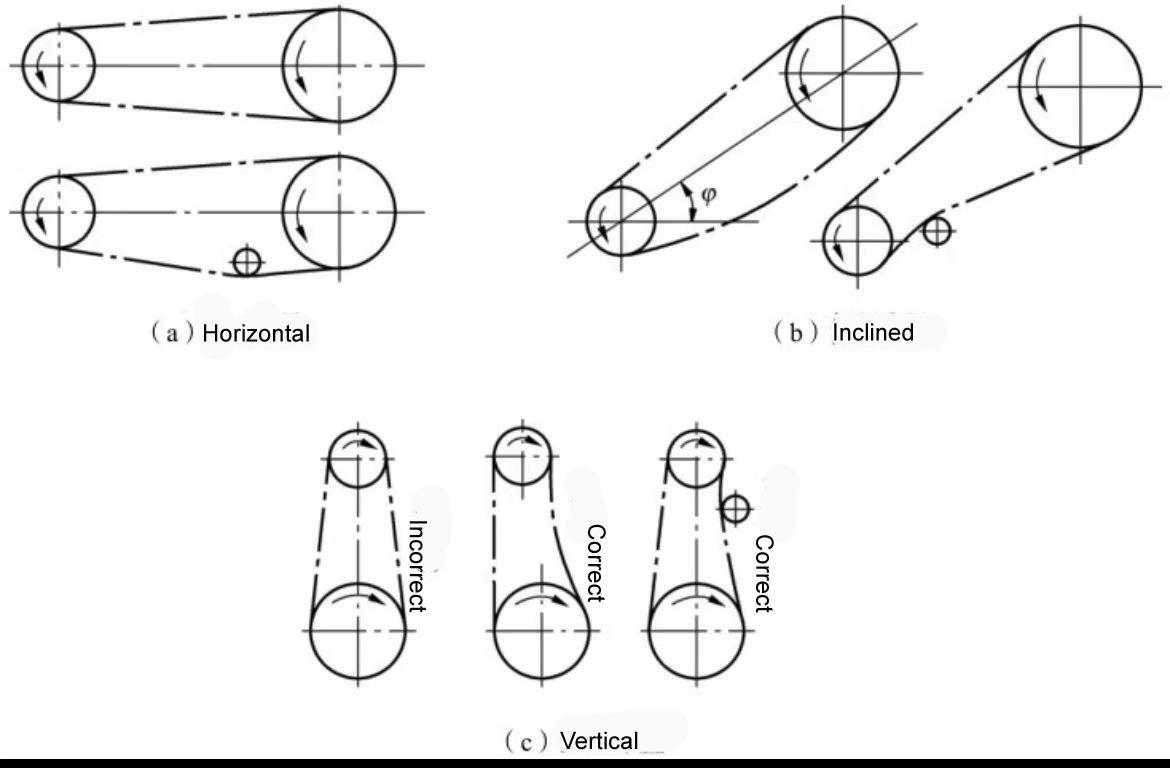
Горизонталдуу жайгашуу: Чынжырдын ажырап кетишине жана анормалдуу эскирүүгө жол бербөө үчүн эки жылдызчанын айлануу тегиздиктери бир тик тегиздикте жайгашканын жана алардын октору параллель экенин текшериңиз.
Жантайыңкы жайгашуу: Астыңкы жылдызчанын начар жабышып калышына жол бербөө үчүн, эки жылдызчанын борбордук сызыктары менен горизонталдык сызыктын ортосундагы бурчту мүмкүн болушунча кичине, идеалдуу түрдө 45°тан аз кармаңыз.
Тик жайгашуу: Эки жылдызчанын борбордук сызыктарын 90° бурчта кармоодон алыс болуңуз; анын ордуна, жогорку жана төмөнкү жылдызчаларды бир аз бир жакка жылдырыңыз.
Чынжырды жайгаштыруу: Чынжырдын тиштерине тоскоолдук жаратышы мүмкүн болгон ашыкча салбырап кетпеши үчүн, анын катуу тарабын үстүнө, ал эми бош тарабын астына коюңуз.
Оптималдуу иштөө үчүн чыңалууну күчөтүү
Чынжыр жетегинин туура тартылышы ашыкча майышуунун алдын алуу үчүн абдан маанилүү, анткени ал начар туташууга жана титирөөгө алып келиши мүмкүн. Эки жылдызчанын окторунун ортосундагы бурч 60° ашканда, адатта, тартылуучу түзүлүш колдонулат.
Тартуунун ар кандай ыкмалары бар, алардын эң кеңири таралганы - борбордук аралыкты тууралоо жана тарткыч түзүлүштөрдү колдонуу. Эгерде борбордук аралык жөнгө салынса, анда каалаган тартылууга жетүү үчүн аны өзгөртө аласыз. Эгер андай болбосо, тартылууну жөнгө салуу үчүн тарткыч дөңгөлөк кошсо болот. Бул дөңгөлөк кичинекей жылдызчанын бош тарабына жакын жайгаштырылышы керек жана анын диаметри кичинекей жылдызчанын диаметрине окшош болушу керек.
Майлоонун мааниси
Майлоо чынжырлуу жетектердин оптималдуу иштеши үчүн, айрыкча жогорку ылдамдыктагы жана оор жүктөмдүү колдонмолордо абдан маанилүү. Туура майлоо эскирүүнү бир топ азайтат, соккуларды азайтат, жүк көтөрүмдүүлүгүн жогорулатат жана чынжырдын иштөө мөөнөтүн узартат. Ошондуктан, натыйжалуу иштөөнү камсыз кылуу үчүн тиешелүү майлоо ыкмасын жана майлоочу материалдын түрүн тандоо өтө маанилүү.
Майлоо ыкмалары:
Кадимки кол менен майлоо: Бул ыкма чынжырдын бош тарабындагы ички жана сырткы звено пластиналарынын ортосундагы боштуктарга май куюу үчүн май куюлган баллонду же щетканы колдонууну камтыйт. Бул тапшырманы сменада бир жолу аткаруу сунушталат. Бул ыкма чынжыр ылдамдыгы v ≤ 4 м/с болгон критикалык эмес жетектерге ылайыктуу.
Тамчылатып майлоо: Бул система жөнөкөй сырткы корпуска ээ, мында май май чөйчөгү жана түтүк аркылуу ички жана тышкы звено пластиналарынын ортосундагы боштуктарга тамчылатылып куюлат. Бир катарлуу чынжырлар үчүн май берүү ылдамдыгы, адатта, мүнөтүнө 5-20 тамчыны түзөт, максималдуу маани жогорку ылдамдыкта колдонулат. Бул ыкма чынжыр ылдамдыгы v ≤ 10 м/с болгон жетектерге ылайыктуу.
Май ваннасын майлоо: Бул ыкмада агып кетпеген сырткы каптама чынжырдын герметикалык май резервуары аркылуу өтүшүнө мүмкүндүк берет. Чынжырды өтө терең чөмүлтпөөгө этият болуу керек, анткени ашыкча чөмүлүү аралашуудан улам майдын олуттуу жоготуусуна алып келиши мүмкүн жана майдын ысып кетишине жана начарлашына алып келиши мүмкүн. Жалпысынан 6-12 мм чөмүлүү тереңдиги сунушталат, бул ыкма чынжыр ылдамдыгы v = 6-12 м/с болгон кыймылдаткычтар үчүн ылайыктуу.
Чачыраткыч май менен майлоо: Бул ыкма жабык идиштин жардамы менен май чачыраткыч пластина аркылуу чачыратылып, андан кийин май корпустагы май чогултуучу түзүлүш аркылуу чынжырчага багытталат. Чачыраткыч пластинанын чөмүлүү тереңдиги 12-15 мм болушу керек, ал эми чачыраткыч пластинанын ылдамдыгы натыйжалуу майлоону камсыз кылуу үчүн 3 м/с ашышы керек.
Басым менен майлоо: Бул өркүндөтүлгөн ыкмада май чынжырчага май насосу аркылуу чачыратылып, сопло чынжырдын туташкан жерине стратегиялык жактан жайгаштырылат. Айлануучу май майлоо менен гана чектелбестен, муздатуу эффектин да берет. Ар бир сопло үчүн май менен камсыздоону тиешелүү колдонмолорду карап чыгуу менен чынжырдын кадамына жана ылдамдыгына жараша аныктоого болот, бул ыкманы чынжырдын ылдамдыгы v ≥ 8 м/с болгон жогорку кубаттуулуктагы жетектерге ылайыктуу кылат.
Механикалык системаларыңызда оптималдуу иштөөгө жана натыйжалуулукка жетүү үчүн, чынжырлуу жылдызчаны тандоонун жана тейлөөнүн маанилүү аспектилерин түшүнүү маанилүү. Техникаңыздын ийгилигин кокустукка калтырбаңыз — узак мөөнөттүү натыйжаларды берген маалыматтуу чечимдерди кабыл алыңыз!
Туура материалдарды, өлчөмдөрдү жана техникалык тейлөө стратегияларын тандоо - бул операцияларыңыздын үзгүлтүксүз жана натыйжалуу иштешин камсыз кылуунун ачкычы. Бул факторлорду артыкчылыктуу деп эсептөө менен, сиз жабдууларыңыздын узак мөөнөттүү жана ишенимдүү иштешин жогорулата аласыз.
Эгерде сизде жылдызчалар боюнча кандайдыр бир суроолоруңуз болсо же адистин кеңешине муктаж болсоңуз, биз менен байланышуудан тартынбаңызexport@cd-goodwill.comБиздин атайын командабыз сизге тиштүү дөңгөлөктөрдүн бардык муктаждыктары боюнча жардам берүүгө даяр!
Жарыяланган убактысы: 2024-жылдын 21-ноябры



